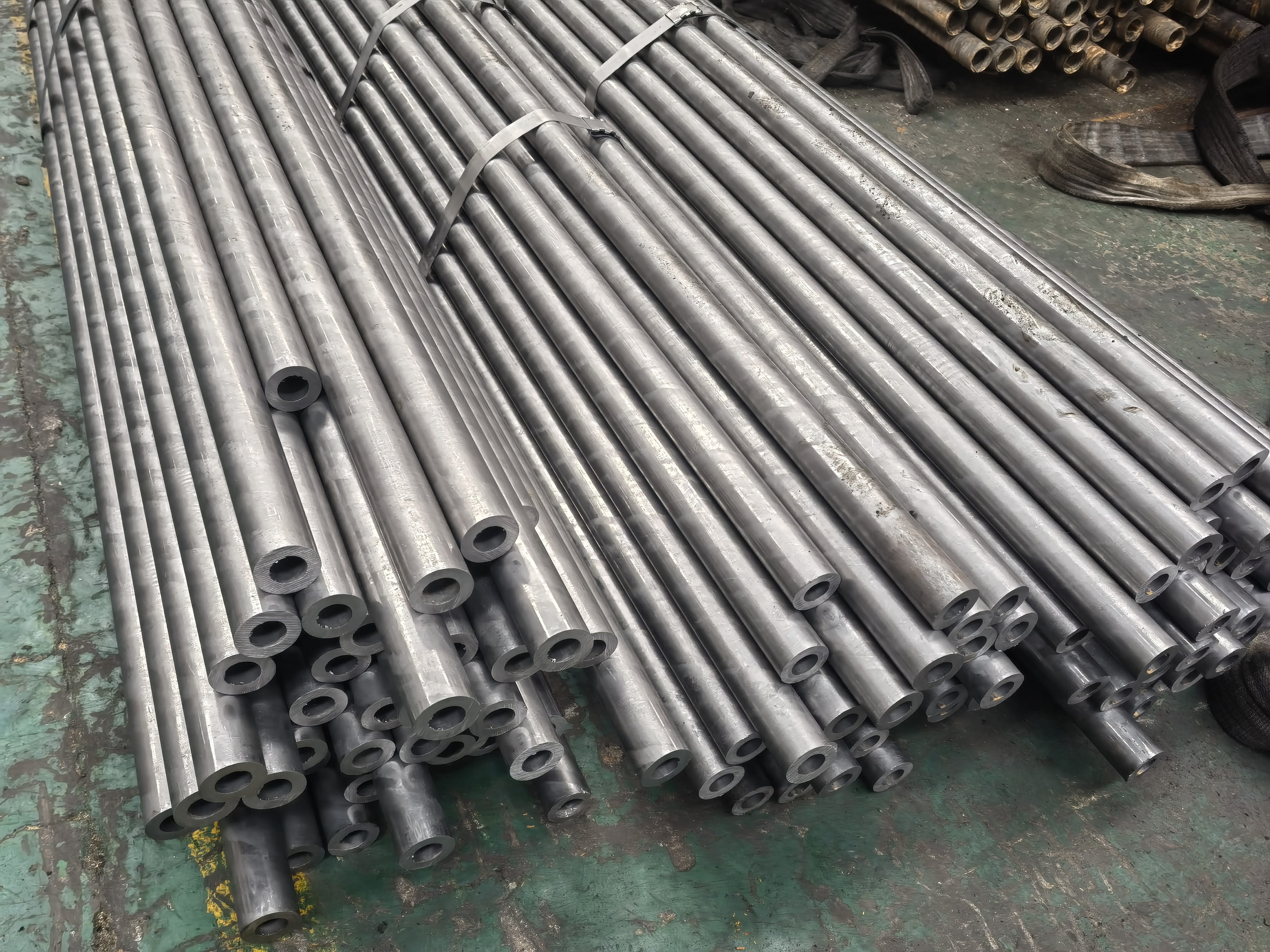
内孔71.7mm无缝管加工
42crmo合金钢管切割是具有滑动轴承的引导作用,可使实行直线运动的产品。这些直线运动系统要求的必需条件是:简单的设计,的执行能力,的维修费用,使用严格挑选坚固的材料,高频热处理,准确的外径尺寸,真圆度,真直度及表面处理等。
42crmo合金钢管切割加工过程中有哪些注意事项吧!
1、砂轮的宽度应尽量地选窄一些,这样可以有效减小径向磨削力。而且在加工时,还应该注意一下磨削用量的选择,尤其中磨削深度要小。
2、磨削42crmo合金钢管切割外圆表面时,工件易产生让刀、弹性变形等,因此在加工时,应修研中心孔,中心孔的清洁,中心孔与间松紧程度要适宜,并且其具有良好的润滑。
3、虽然42crmo合金钢管切割的结构比较简单,但是同样的,它的长径也比较很大。因此为了加工精度,在进行车削时,是把粗车、精车分开,而且粗、精车一律使用跟刀架,这样可以有效减少加工时工件的变形。
4、在42crmo合金钢管切割加工工序应尽量采用,使其符合基准统一原则。

内孔71.7mm无缝管加工炉衬蚀损的原因。高温热流的作用。来自液体金属和炉渣,特别是一次反应区的高温作用有可能使炉衬表面软化和熔融。急冷急热的作用。炉衬经受急冷急热的作用,降低了炉衬的高温强度。机械破损。炉内液体和固体的运动,加料时大块废钢的冲撞,都会加快炉衬的破损。化学侵蚀。主要来自炉气和炉渣。5防止回磷的措施有那些?:防止回磷的措施有:出钢尽量减少出钢时带渣;采用碱性包衬,减少因钢包侵蚀而降低炉渣碱度;出钢过程中向钢包投入少量石灰粉,稠化渣子保持碱度;出钢完毕时,尽量减少钢水在钢包中的停留时间。
扩口试验将精密无缝钢管试样置放台表面,张嘴往上面,将按规范锥度选用的顶心嵌进无缝管中,直至试验直径扩口率超出规范后,试样表面无裂纹或开裂等缺陷。精密无缝钢管的原材料和特性,精密无缝钢管,精密加工液压无缝钢管,冷拉精密无缝钢管,冷扎精密无缝钢管,高精密无缝钢管,精密加工明亮无缝钢管。无缝管关键类型:DIN产品系列精密加工精密加工明亮无缝钢管、液压控制系统无缝管、小车生产加工无缝管。关键标准:DIN2391,DIN2445,EN10305,DIN1629,DIN1630,ASTMA179;关键原材料:ST35(E23ST37.4ST45(E25ST52(E35;关键交货情况:NBK(N)GBK(A)BK(C)BKW(LC)BKS(SR);关键特性。
山东德润管业有限公司主营产品有:异型钢管、精密钢管、山东异型管、八角钢管、六角钢管、三角钢管、山东精密管及其它复杂断面的异型钢材。材质有:10#、20#、35#、45#、20crmo、40crmo等。
公司秉承“保质、守信、重义、薄利”的经营宗旨,坚持“以市场为导向,以人为根本,以顾客为上帝”的经营理念,采取“人无我有、人有我新、人新我优”的资源供应模式,不断强化,拓展市场的网络贸易体系,公司凭借丰富的资源、雄厚的经济实力、科学的管理制度、良好的企业信誉赢得了广大客户的信赖,公司经营品种多,规格全、能够真正满足客户“一站式”采购需求,只要您一个电话、一个合同就可以为您提供便捷、、可靠的配送服务,也可从钢厂直发车到您线,为您节省更多成本。

内孔71.7mm无缝管自攻钉加工工艺与原料质量自攻螺钉的生产大致分为制坯、冷镦成型、搓丝和成品螺钉渗碳淬火处理等四个工序。分别对盘条性能与各工序生产及产品质量间关系进行分析。坯工序通常采用工艺为:∮6.5mm盘条→机械剥壳→冷拔(四~六道)→∮3.65~2.35mm钢丝→热处理(7℃~72℃/4~5.5h)→罐冷→出罐→精拔∮3.55~2.25mm钢丝。粗拉拔减面率7~85%,精拉拔减面率1%。影响该工序生产的主要问题是原材料的冷拔断裂、钢丝硬化速率快、拉丝模消耗大。



























